Выбор города
- Самара
- Москва
- Казань
- Санкт-Петербург
- Волгоград
- Саратов
- Екатеринбург
- Новосибирск
- Нижний Новгород
- Тула
- Челябинск
- Пермь
- Воронеж
- Новый Уренгой
- Архангельск
- Омск
- Иркутск
- Красноярск
- Благовещенск
- Южно-Сахалинск
- Хабаровск
- Владивосток
- Петропавловск-Камчатский
- Сургут
- Уфа
- Оренбург
- Тольятти
- Ульяновск
- Набережные Челны
- Киров
- Пенза
- Астрахань
- Чебоксары
- Ижевск
- Якутск
- Комсомольск-на-Амуре






















































TIG сварка: что это такое? Плюсы и минусы
TIG сварка — популярный вид ручной дуговой сварки. Его сущность раскрывается в расшифровке аббревиатуры: TIG — Tungsten Inert Gas. Перевод названия говорит о том, что в технологии применяются вольфрамовый электрод и инертный газ. Сварное соединение происходит за счет расплавления металлических заготовок под воздействием электрической дуги.
Содержание
Газ для TIG сварки
Вы можете встретить, что технологию называют «аргонодуговая» или «аргоновая сварка TIG». И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
-
Аргон дешевле;
-
Экономичнее расходуется;
-
С ним легче управлять рабочим процессом;
-
Именно аргонодуговая сварка TIG лучше справляется с соединением тонких заготовок.
Однако не стоит забывать, что применяется и другой инертный газ — гелий, а также смеси аргона и гелия. Они химически неактивные, а значит, не вступают в реакцию с металлом и никак не влияют на химический состав сварного соединения. Газовая среда выполняет защитную функцию, оберегая сварочную ванну от контакта с окружающей средой: кислородом, азотом и влагой, содержащейся в воздухе. Такая изоляция нужна, чтобы получить качественный шов без дефектов.
Электрод для TIG сварки
TIG сварка предполагает применение вольфрамового электрода, который изготовлен из самого тугоплавкого металла. Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Электроды подразделяются на разные виды, в зависимости от редкоземельных элементов, включенных в состав. Различают их по цветовому и буквенному обозначению:
-
Зеленый (WP) — чистый вольфрам
-
Темно-синий (WY-20) — с иттрием
-
Красный (WT-20) — с торием
-
Серый (WC-20) — с церием
-
Белый (WZ-8) — с цирконием
-
Синий/голубой (WL-20) — с лантаном
-
Золотой (WL-15) — с лантаном
-
Фиолетовый/лиловый (WG-La-15) — с лантаном, цирконием, иттрием
Полезный лайфхак: существуют универсальные электроды, которые подходят для любого металла и любого тока. Вот эти помощники-универсалы:
Кроме того, что электрод выступает проводником электрического тока и инструментом возбуждения дуги, он также выполняет ответственную функцию удержания дуги, пока длится TIG сварка. Чтобы дуга была стабильной, а шов получался ровным, необходимо уделить внимание заточке электрода. Наконечник может быть в виде конуса, сферическим, а также в виде конуса с закругленным кончиком (что-то среднее между первым и вторым вариантом).
Форма наконечника подбирается в соответствии с тем, какой вид электрода мы применяем и какие металлы нам предстоит сваривать. Электроды с маркировкой WP и WL затачиваются до сферической формы; модели WT — до закругленного конуса; все остальные — до конуса. Чрезвычайно важно придать кончику электрода необходимую форму, так как от этого зависит «поведение» сварочной дуги. Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.
TIG сварка с присадочным материалом и без
В технологическом процессе могут участвовать присадочные прутки. Они нужны, когда требуется усилить шов или произвести тавровое соединение с заданным катетом. Благодаря присадочной проволоке можно добавить в сварное соединение необходимые элементы, которые улучшат механические свойства шва, сделают его более прочным и долговечным. Шов будет иметь характерный рельефный (чешуйчатый) валик.
Как выглядит процесс: в одной руке у сварщика — горелка, которую он держит под определенным углом и перемещает вдоль линии соединения заготовок, в другой руке — пруток, который он направляет в зону сварки. Движения должны быть точными и плавными — от этого зависит «рисунок» чешуи шва.
Бюджетные варианты присадочных прутков для бытового применения представлены в линейке Golden Bridge и SELLER. Крупные производственные предприятия чаще выбирают материалы из более дорогих сегментов, например, продукцию брендов ESAB и Alfa Global.
При соединении тонколистовых деталей аргоновая сварка TIG может прекрасно обходиться и без использования присадочной проволоки, когда не требуется дополнительное усиление шва.
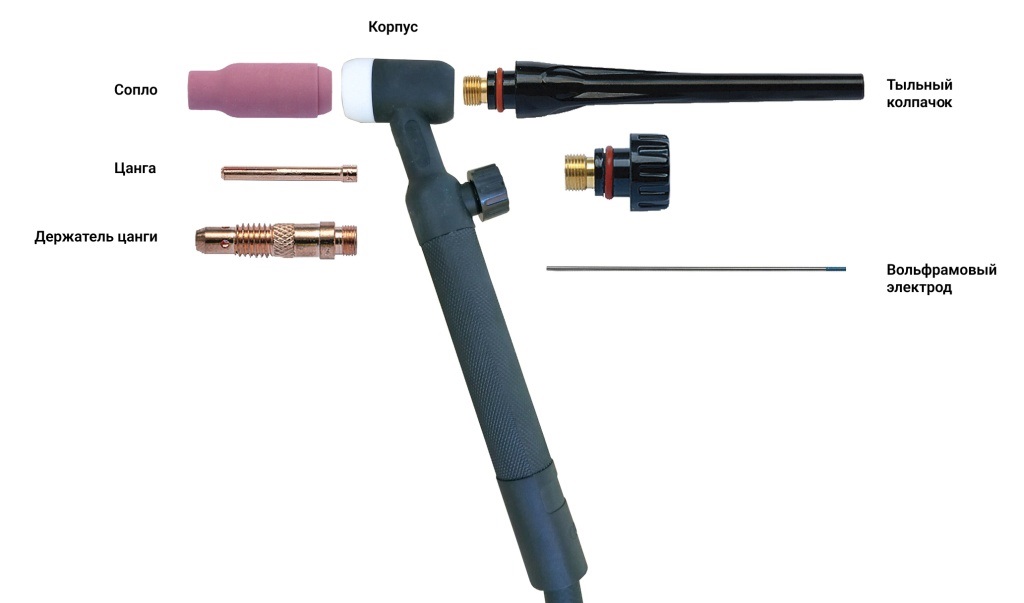
Горелка для TIG сварки
Горелка TIG одновременно фиксирует электрод, а также обеспечивает подачу тока и газа. На вентильных горелках газ подается открытием вентиля, а на горелках с кнопкой — простым нажатием.
Горелку подбирают в зависимости от величины тока, на котором будут варить. Еще один критерий выбора — вес. Все-таки сварщикам приходится держать инструмент в руках в течение длительного времени, и будет плюсом, если горелка удобная и легкая, как, например, модель TIG TP 17 SNAKE.
Бюджетный вариант вентильной горелки — модель TECH TS 17 V от бренда Сварог. Она имеет воздушное охлаждение и подходит для работы с током до 140 ампер. Для более сложных задач можно рассмотреть кнопочную горелку с водяным (более мощным) охлаждением — КЕДР TIG-500 EXPERT. Это устройство предназначено для сварки на токе до 550 А. В средней ценовой категории можно обратить внимание на модель TECH TS 18 с кнопкой. Горелка работает на токе до 320 А.
Не стоит забывать про регулярную замену расходных частей горелки, таких как сопло, цанга, держатель цанги, газовая линза.
Обзор популярных моделей аппаратов для TIG сварки
Оборудование — важная составляющая успешной работы. В случае с методом TIG для работы подойдут не только специализированные сварочные аппараты, но и устройства для сварки MMA — в этом случае возбуждение дуги будет осуществляться касанием электрода поверхности изделия.
Популярным вариантом для небольших ремонтных и производственных мастерских является инверторный аппарат КЕДР UltraTIG-200, работающий на постоянном токе. Он компактный и удобный в эксплуатации, выдает сварочный ток до 200 ампер. Схожими возможностями обладает аппарат СВАРОГ REAL TIG 200. Оба устройства подходят как для MMA, так и для TIG сварки. Из более дорогой ценовой категории можно выбрать КЕДР MultiTIG-2000P DC. Он отличается широким функционалом, наличием импульсного режима и позволяет детально настроить сварочные параметры, в том числе динамические характеристики дуги. Аппарат имеет удобную панель с параметрической кривой.

Для более сложных промышленных задач подойдет модель КЕДР UltraTIG-200P AC/DC. Она обеспечивает сварку как на переменном, так и на постоянном токе. Еще один востребованный профессиональный аппарат — Cebora WIN TIG DC 180M. В нем собраны все необходимые функции для качественной работы.
Способы поджига дуги
-
Возбуждение дуги касанием. Кратковременного касания заготовки электродом достаточно, чтобы возникла сварочная дуга. Для этого способа может применяться аппарат как для MMA, так и для TIG сварки.
-
Высокочастотный поджиг. В отличие от первого варианта, высокочастотный поджиг (HF) происходит бесконтактно: электрод близко подносится к заготовке, но не касается ее. Для поджига нужно всего лишь навести горелку на заготовку и нажать кнопку на ней. Это более совершенный вариант возбуждения дуги.
Аргонодуговая сварка TIG: ее плюсы и минусы
Плюсы
-
Качество и эстетика шва;
-
Возможность соединения тонких заготовок;
-
Работа со всеми видами металлов;
-
Отсутствие брызг и шлака;
-
Доступность работы во всех пространственных положениях.
Минусы
-
Сниженная производительность;
-
Риск получения нестабильной дуги из-за ветра и осадков;
-
Высокие требования к квалификации сварщика.
TIG сварка справляется с большим спектром задач, ее главное преимущество заключается в том, что при умелом обращении с оборудованием вы получите красивый и качественный шов. Однако сам рабочий процесс не самый простой и требует больше времени, чем, например, полуавтоматическая сварка.
Обновлено: 20.04.2023 11:00:00
40974
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!













Горелка TIG TP 17 SNAKE (ОКС 35-50, б/р, 2PIN) 4м SNK1701-04

Аппарат для аргонодуговой сварки Cebora WIN TIG DC 180M





Аппарат для аргонодуговой свар КЕДР ULTRATIG-200P AC/DC(220В,10-200А)(с возможностью подключ педали)

Горелка аргоновая КЕДР TIG-500 EXPERT, MultiTIG, 1 кн., 3,6 м

Вольфрамовый электрод WG-La 15 d.1.6x175mm (фиолетовый)

Вольфрамовый электрод WL-15 d.1.6x175mm (золотой)

Вольфрамовый электрод WL-20 d.1,6x175mm (синий)






Аппарат для аргонодуговой сварки КЕДР MultiTIG-2000P DC (220В, с горелкой)





Аппарат для аргонодуговой сварки КЕДР UltraTIG-200 (220В, 10-200А)


















Аппарат для аргонодуговой сварки СВАРОГ REAL TIG 200 (W223)






Сообщить о неточности
Обратная форма
Запросить цену
Заказать
Запросить цену
Задать вопрос
Выбор города

